
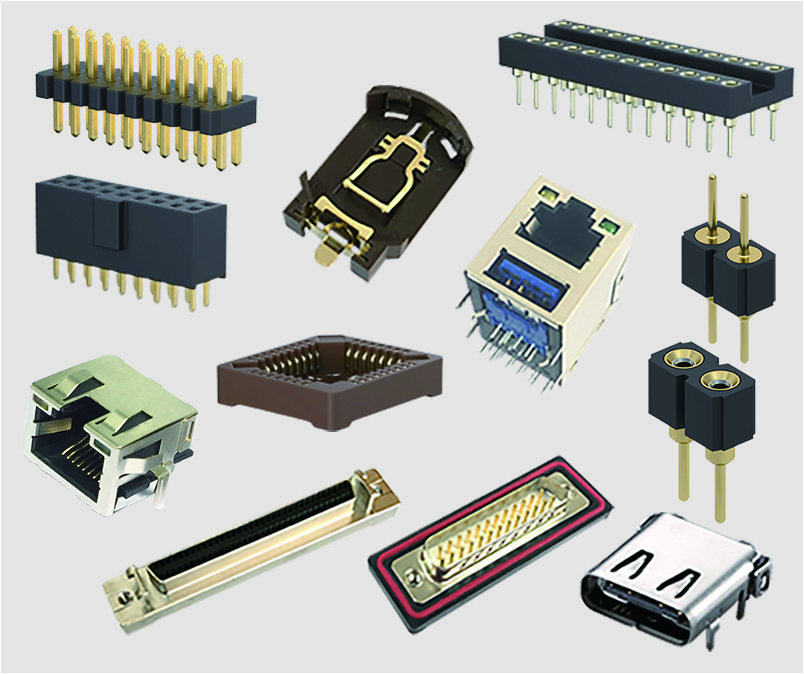
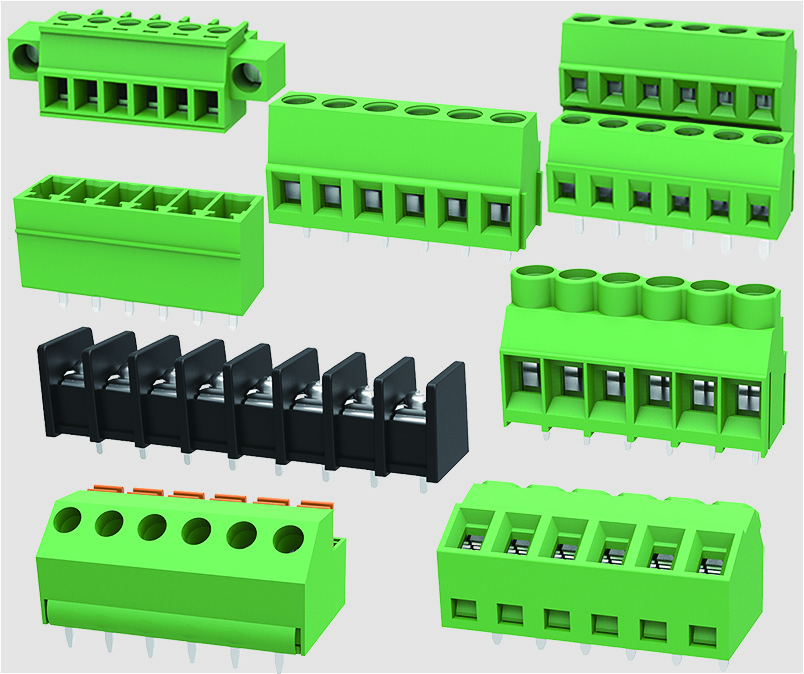
金属冲压是一种通过模具对金属板材施加压力,使其分离或塑性变形,从而获得所需形状和尺寸零件的制造工艺。
加工对象:金属板材、带材或卷材
工艺核心:利用冲压设备和模具实现成型
典型产品:汽车车身件、电器外壳、连接器端子、USB外壳、HDMI外壳、IEEEE 1394外壳等
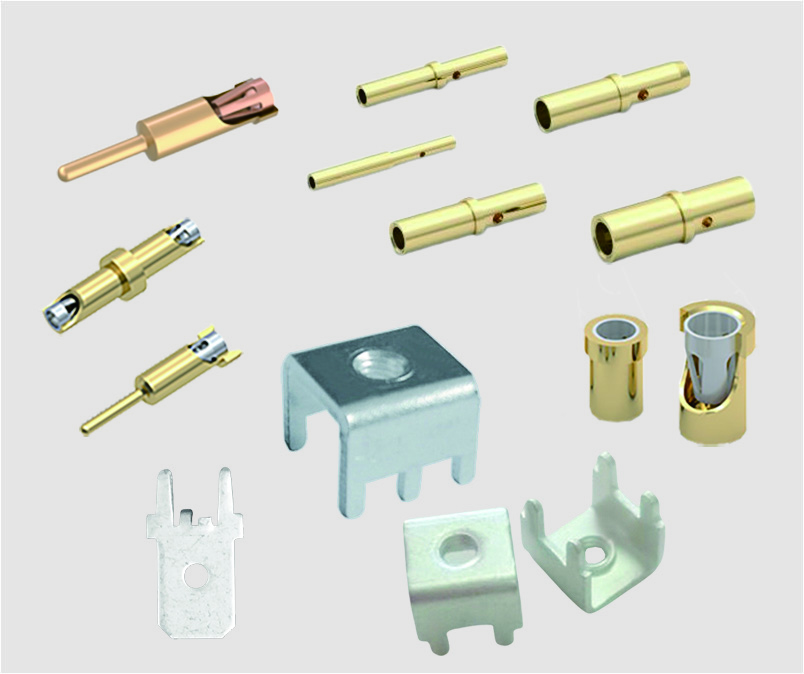
机械加工(切削加工)是通过切削工具从工件上去除多余材料,逐步达到所需几何形状、尺寸和表面质量的工艺。
加工对象:金属块材、棒材或预成型件
工艺核心:材料去除过程
典型产品:精密轴类零件、齿轮、复杂结构件、车PIN针、圆孔针等
| 比较维度 | 金属冲压 | 机械加工 |
|---|---|---|
| 材料形态 | 板材/带材为主 | 块材/棒材为主 |
| 材料利用率 | 较高(可达70-90%) | 较低(通常30-60%) |
| 成型原理 | 塑性变形或分离 | 材料去除 |
| 生产速度 | 高速(每分钟可达数百次) | 低速(视复杂度而定) |
| 加工精度 | 一般±0.1mm左右 | 可达μm级精度 |
| 表面质量 | 模具决定,通常较好 | 由切削参数决定,可非常精细 |
| 适用批量 | 适合大批量生产 | 适合小批量、多品种 |
| 模具成本 | 初期模具成本高 | 工装夹具成本相对低 |
| 设计变更 | 模具修改成本高 | 程序修改相对容易 |
生产效率极高,适合大规模生产
材料浪费少,成本效益好
可保持材料原始性能(无热影响区)
能实现复杂薄壁件的一次成型
加工灵活性高,适应各种几何形状
可实现极高精度和表面质量
适合各种硬度的材料加工
小批量生产经济性好
优先选择冲压的情况:
薄壁金属零件(如外壳、支架)
需要大批量生产的标准件
对生产效率要求高的场合
优先选择机加工的情况:
高精度要求的精密零件
复杂三维几何形状
小批量定制化产品
硬质材料或已热处理材料
在实际生产中,两种工艺常结合使用,如先冲压成型再进行精密机加工,以发挥各自优势。































 公司介绍
公司介绍


 生产环境及设备
生产环境及设备


 品质与环境
品质与环境



